

10 Tips Pemecahan Masalah untuk Cetakan Resin 3D Persetak Kewesian
- 653
- 153
- Daryl Hermiston DVM
Dalam beberapa tahun terakhir, printer 3D akhirnya tersedia secara luas untuk massa. Mereka bukan lagi alat hanya untuk profesional dan bisnis. Anda bahkan dapat menemukan printer 3D yang bagus dengan harga di bawah $ 500 termasuk printer SLA. Jadi mendapatkan printer resin 3D tidak sulit, tetapi membuat cetakan yang tampak profesional masih bisa menantang.
Printer resin seperti anycubic foton mono x 6k sangat ideal jika Anda seorang pemula yang ingin dengan cepat memulai dengan pencetakan 3D atau seorang seniman yang ingin membuat karya seni terperinci. Yang mengatakan, cetakan 3D SLA bisa salah seperti cetakan FDM, jadi mari kita jelajahi masalah yang paling umum dan memperbaikinya melalui beberapa pemecahan masalah pencetakan 3D dasar.
Daftar isi
Anda mungkin menemukan partikel resin sembuh di dalam botol, terutama jika Anda membeli dalam jumlah besar. Residu padat dapat mencegah printer bekerja dengan benar dan cetakan Anda mungkin serba salah di tengah proses. Anda juga dapat mencemari resin secara tidak sengaja dengan alkohol atau cairan lain jika Anda membiarkan botol terbuka. Periksa resin dan jaga lingkungan kerja yang tertata dengan baik.
2. Periksa suhu sekitar
Anda mungkin mengabaikan suhu sekitar di rumah, garasi, atau bengkel Anda hanya karena Anda sudah terbiasa. Namun, ini dapat memengaruhi seberapa baik set resin. Ini sangat menjadi masalah jika Anda hidup di lingkungan yang lebih dingin karena sebagian besar resin membutuhkan suhu sekitar antara 22 ℃ dan 25 ℃ dan lebih disukai lebih tinggi. Periksa rekomendasi pabrikan dan panaskan ruang kerja Anda atau pindahkan printer ke bagian yang lebih hangat dari rumah Anda.
Sebelum memulai, Anda juga harus membiarkan resin mencapai suhu kamar. Jika Anda baru saja menerima batch resin baru, mungkin lebih dingin atau lebih hangat dari suhu di ruang kerja Anda. Diizinkan duduk selama beberapa jam. Anda menginginkan suhu yang stabil selama proses pencetakan dan penyembuhan.
3. Jaga agar layar LCD tetap bersih
Salah satu alasan paling umum untuk cetakan 3D yang gagal adalah layar LCD yang kotor. Setiap jenis residu di layar dapat mencegah printer Anda bekerja dengan benar atau menyebabkan deformasi cetak. Lampu UV printer Anda harus melalui layar tanpa apa pun yang memblokir jalurnya jika tidak, Anda akan mendapatkan celah dalam model Anda dan cacat lainnya.
Residu paling umum yang harus Anda tangani adalah resin sembuh karena hal -hal yang jarang berjalan sempurna dalam pencetakan 3D. Untuk membersihkannya, gunakan pengikis plastik. Anda juga dapat menggunakan pisau cukur yang tajam, tetapi silakan gunakan dengan hati -hati dan lembut atau Anda dapat merusak layar. Sebagian besar residu harus lepas dengan mudah. Jika layarnya masih agak kotor sesudahnya, bersihkan dengan kain microfiber dan alkohol isopropil.
4. Jangan mencetak begitu cepat
Penyebab umum cetakan resin 3D yang hancur adalah kecepatan cetak tinggi. Pencetakan resin 3D biasanya melibatkan penggunaan lampu UV yang mengenai resin untuk mengeraskannya. Resin perlu dipukul oleh jumlah cahaya yang benar atau Anda tidak akan mendapatkan hasil apa pun. Pencetakan terlalu cepat berarti cetakan Anda kurang terbuka, atau dengan kata lain, resin tidak mendapatkan cukup lampu UV. Akibatnya, printer Anda tidak akan mencetak apa pun dan jika ya, Anda akan memiliki model lemah yang mudah rusak.
Masuk ke perangkat lunak Slicer dan sesuaikan pengaturan cetak, terutama kecepatan pencetakan. Perlambat pencetakan dalam peningkatan kecil dan coba lagi. Juga, ingatlah untuk memeriksa resin dan suhu terlebih dahulu.
5. Cetak diagonal pada 45 derajat
Aturan pencetakan resin 3D tidak tertulis adalah untuk mencetak model Anda yang berorientasi pada 45 derajat. Mengapa? Mencetak pada sudut menghasilkan lebih sedikit kegagalan dan kualitas cetak yang lebih baik, terutama ketika banyak struktur pendukung diperlukan karena model cetak yang besar.
Saat Anda mencetak secara vertikal, berat model menekan lebih keras pada dukungan karena beratnya tidak didistribusikan dengan baik. Semuanya mengalir secara vertikal. Dengan mencetak secara diagonal, beratnya tersebar lebih merata sehingga Anda berisiko lebih sedikit masalah dukungan. Sebagai bonus tambahan, Anda juga akan memiliki waktu yang lebih mudah untuk menghapus model yang dicetak dari pelat build.
6. Jangan berlebihan di tempat tidur cetak
Pencetakan bisa memakan banyak waktu, jadi Anda mungkin memutuskan pada suatu titik untuk mengisi pelat build dengan sebanyak mungkin model. Lagipula, mengapa tidak menghemat waktu dan uang dengan mencetak semuanya sekaligus? Nah, Anda mungkin berakhir dengan tidak ada apa -apa selain kegagalan cetak dan menyia -nyiakan banyak resin.
Jika Anda seorang pemula dan membuat kesalahan, semua model di tempat tidur cetak bisa serba salah. Tergantung pada modelnya, printer resin 3D Anda mungkin bahkan tidak beroperasi dengan baik dengan pelat build yang kelebihan beban. Jadi tetaplah untuk mencetak satu model 3D sekaligus, atau pasangan paling banyak, dan ingatlah untuk mempertahankannya pada sudut 45 derajat untuk meningkatkan peluang keberhasilan Anda dan kualitas cetak.
7. Periksa film FEP dan ganti
Film FEP adalah foil khusus yang digunakan untuk membuat jalur optimal untuk sumber cahaya UV untuk menyembuhkan resin. Ini adalah komponen penting dari proses pencetakan. Jika cetakan Anda tiba -tiba berubah menjadi kegagalan, Anda perlu memeriksa film. Itu sering diabaikan, terutama oleh pemula.

Setelah sejumlah pencetakan, film FEP akan melengkung atau menderita semacam kerusakan. Saat Anda melihat tanda -tanda keausan seperti itu, saatnya untuk menggantinya. Goresan kecil tidak akan mempengaruhi kualitas cetakan Anda, dan jika Anda melihat noda Anda dapat mengabaikannya atau menyeka dengan handuk kertas dan alkohol isopropil.
8. Mengkalibrasi ulang pelat build
Jika cetakan Anda ternyata buruk pada lapisan pertama, lapisan bawah, atau benar -benar gagal di tengah jalan, pelat build mungkin sedikit miring. Anda perlu meratakannya dan mengulangi operasi ini kapan pun diperlukan sebagai bagian dari rutinitas pemeliharaan printer Anda. Apakah Anda menggunakan printer 3D resin atau printer FDM, kalibrasi adalah kunci untuk menghindari sebagian besar masalah pencetakan 3D.
Tergantung pada kualitas printer Anda, mungkin membutuhkan kalibrasi ulang lebih sering daripada yang lain. Yang mengatakan, semua printer 3D membutuhkan beberapa kalibrasi sesekali. Periksa manual untuk printer resin 3D Anda tentang cara meratakan permukaan cetak dan membawanya kembali ke posisinya yang optimal.
9. Berurusan dengan delaminasi
Cetakan filamen bukan satu -satunya yang bisa terlihat cacat. Misalnya, lapisan resin yang diperlukan untuk membangun model mungkin tidak terikat dengan baik dan mereka bergeser dengan cara yang terpisah seolah -olah mereka menarik satu sama lain. Pemisahan lapisan ini dikenal sebagai delaminasi dan pasti akan merusak penampilan cetakan Anda karena terlalu jelas untuk tidak diperhatikan. Untungnya, Anda memiliki 2 solusi.

Menghasilkan lebih banyak struktur dukungan
Banyak hal yang bisa salah dengan cetakan resin jika tidak didukung dengan benar. Jadi pastikan Anda memiliki cukup dukungan untuk menahan bagian -bagian dari model Anda yang berada pada sudut drastis. Juga, ingatlah untuk mengarahkan model Anda secara diagonal pada 45 derajat untuk meningkatkan ketahanan dukungan Anda dan kualitas cetakan.
Cari penghalang
Pemisahan lapisan juga terjadi ketika sesuatu menghalangi jalan laser UV. Pertama, Anda perlu memastikan resin itu sendiri bersih, tanpa puing -puing menghalangi atau mengganggu lampu. Anda dapat menggunakan filter untuk menghapus resin yang dipadatkan jika Anda menyadarinya. Setelah itu, lihat film FEP dan layar LCD untuk tanda, ketidaksempurnaan, atau puing. Bersihkan semua kontaminan dan ganti film jika rusak.
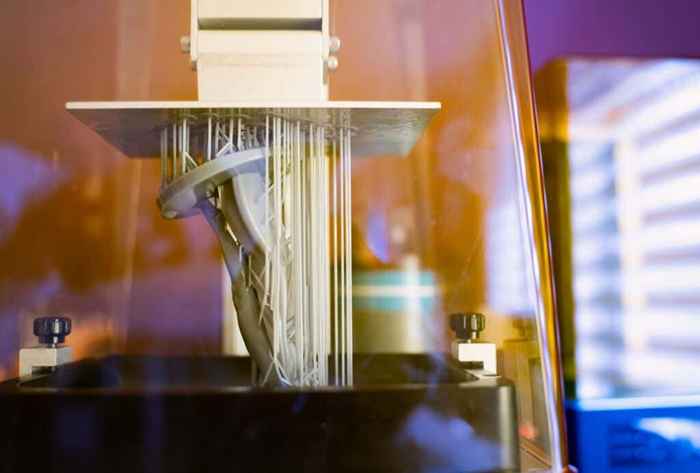
10. Berurusan dengan ragging
Ragging adalah masalah deformasi cetak 3D lainnya yang mengubah model Anda menjadi kekacauan jelek penuh gumpalan. Rak-rak seperti ozing yang terlihat seperti flap tipis batang secara horizontal dari cetakan Anda. Struktur tipis ini sering disembuhkan sebagian dan melepaskan diri di dalam tong resin, sehingga menghalangi laser UV dan merusak cetakan di luar penyelamatan. Inilah cara memecahkan masalah ini.
Periksa resinnya
Apakah resin kedaluwarsa? Apakah Anda menggunakan resin yang terlalu murah dari sumber yang teduh? Bergantung pada resin, ia memiliki masa hidup terbatas yang dapat berkisar dari 1 hingga 2 tahun. Resin kadaluwarsa tidak dapat diandalkan dan akan bereaksi berbeda terhadap laser UV, suhu sekitar, dan variabel lainnya. Penyimpanan yang tidak tepat juga dapat menurunkan resin.

Dalam kedua kasus tersebut, deformasi cetak seperti ragging adalah hasil umum dari resin buruk jadi pastikan Anda memeriksanya.
Cari penghalang
Sama seperti dengan delaminasi, laser yang terhalang dapat menjadi penyebab masalah ragging. Periksa PPN resin untuk puing -puing. Bersihkan tempat tidur cetak secara menyeluruh dengan pengikis plastik. Lepaskan resin dari tangki dan filter jika ada resin yang disembuhkan di dalamnya. Juga, periksa film FEP dan bersihkan semua permukaan optik.
Kurangi jumlah dukungan
Terlalu banyak dukungan bisa menjadi hal yang buruk dan merusak cetakan Anda. Ragging adalah gejala kepadatan dukungan tinggi, jadi periksa pengaturan dalam perangkat lunak Slicer untuk mengurangi jumlah dukungan. Jadikan dukungan Anda lebih efektif dengan juga mengarahkan kembali model Anda. Seperti yang disebutkan sebelumnya, sudut 45 derajat akan mengurangi jumlah dukungan yang Anda butuhkan.
Masalah apa yang Anda miliki dengan printer resin 3D Anda? Apakah tips pemecahan masalah kami membantu menyelesaikannya? Jika tidak, beri tahu kami di komentar di bawah dan kami akan melakukan yang terbaik untuk membantu Anda menemukan solusi.
- « Cara menjaga monitor Anda tetap saat laptop ditutup di windows 11/10
- Cara memperbaiki mode tidur windows 11 tidak berfungsi »